فرآیند تولید و ساخت دسته بیل
فرآیند تولید و ساخت دسته بیل، در نگاه اول ساده به نظر میرسد؛ اما فرآوری چوبی که زیر بارهای سنگین پروژههای عمرانی خم نشود، نشکند و سالها دوام بیاورد، یک علم تخصصی است. طرز ساخت دسته بیل چوبی نیازمند فراهم کردن امکانات اولیهای همچون متریال مرغوب، ماشینآلات پیشرفته و بالاترین سطح از تخصص فنی است.
انتخاب بهترین چوب برای تولید دسته بیل
انتخاب نوع چوب، اولین مرحله تولید دسته بیل است. مقاومت، وزن، انعطاف پذیری و دسترسی به مواد اولیه از مهم ترین معیارهای انتخاب متریال محسوب میشوند.
برای آشنایی کامل با مزایا، معایب و کاربرد هر نوع چوب در ساخت دسته بیل، مقاله «انواع چوب پرکاربرد در تولید دسته بیل» را مطالعه کنید.
مراحل فرآوری و خشک کردن چوب دسته بیل
پس از برش اولیه، الوارها برای رسیدن به رطوبت استاندارد وارد کورههای خشک کن میشوند. کنترل میزان رطوبت یکی از مهمترین عوامل جلوگیری از تاب برداشتن و ترک خوردگی چوب است.
برای آشنایی کامل با روشهای خشک کردن چوب و درصد رطوبت استاندارد در مناطق مختلف، مقاله «خشک کردن چوب برای تولید دسته بیل» را مطالعه کنید.
یادداشت کاربردی: برای بررسی قیمتهای روز و سفارش محصولات نهایی میتوانید به صفحه قیمت و خرید عمده دسته بیل مراجعه کنید.
عملیات مکانیکی و مراحل ساخت دسته بیل
پس از خروج الوارها از کوره خشک کن و کالیبره شدن رطوبت آنها متناسب با محیط، چوبها در ابعاد مشخص برش خورده و وارد خط تولید اتوماتیک میشوند. دستگاههای خراطی مدرن، چهار تراش های چوب را تراش داده و استوانه اولیه را شکل میدهند. پس از این مرحله، قطعه چوب برای تبدیل شدن به یک ابزار ارگونومیک، ۳ مرحله مکانیکی زیر را پشت سر میگذارد:
- مرحله مدادکن: در این گام، دسته بیل وارد دستگاه مداد کن شده تا بخش ابتدایی آن به صورت مورب و مخروطی تراش بخورد. این شکل مخروطی باعث میشود دسته کاملاً درون گلوییِ فلزی بیل چفت شده و لق نزند.
- مرحله پشت تخم مرغی (محدب سازی): برای جلوگیری از آسیب دیدن، تاول زدن و خستگی دست کاربر، انتهای دسته بیل توسط دستگاه به صورت کاملاً محدب و گرد تراشیده میشود.
- مرحله سنباده زنی صیقلی: در گام نهایی، بدنه استوانه چوبی سنباده زنی میشود تا تمام برادهها، ناهمواریها و گرههای تیز مهار شده و سطحی کاملاً صاف و صیقلی به دست آید.
استانداردهای ابعادی و ارگونومی بدنه دسته بیل
در فرآیند تولید، ابعاد دسته بر اساس استانداردهای ارگونومی تعیین میشود تا محصول نهایی هنگام استفاده تعادل و کنترل مناسبی داشته باشد. از نظر علم ارگونومی و اصول ایمنی، طول این محصول نباید از ۱.۴ متر کمتر و از ۱.۵ متر بیشتر باشد.
اگر طول دسته کمتر از این میزان باشد، کاربر مجبور به خم شدن بیش از حد شده و فشار مخربی به زانوها و ستون فقرات او وارد میشود؛ بلند بودن بیش از حد نیز کنترل ابزار را سخت میکند.
فرآیند رنگ کاری و اشباع سازی حفاظتی چوب
یکی از گامهای نوین و اساسی پس از اتمام ماشین کاری، عایق سازی و رنگ کاری دسته چوبی است. این فرآیند علاوه بر بالا بردن خیره کننده طول عمر ابزار، مقاومت چوب را در برابر عوامل مخرب محیطی بالا میبرد و رگههای طبیعی و زیبای چوب را برجستهتر میکند.
برای رنگ کاری اصولی، دستهها ابتدا کاملاً غبارزدایی میشوند. لایه اولیه عایق که وظیفه پر کردن منافذ و شکافهای میکروسکوپی چوب را دارد، اعمال میشود تا مانع از نفوذ رطوبت شود. برای این لایه از روغنهای تخصصی همچون روغن اوزما، اسید اگزالیک، روغن الیف یا سیلر استفاده میشود.
در گام دوم، لایه رنگ یا شاپان روی چوب قرار گرفته و در نهایت، برای تثبیت کامل و درخشندگی بدنه، لایه کیلر به عنوان سپر حفاظتی نهایی پاشیده میشود.
رازهای پنهان و فوت و فنهای صنعتی در فرآیند تولید و ساخت دسته بیل
چگونگی نهایی کردن و پرداخت چوب، مرز میان یک محصول معمولی و یک ابزار فوقالعاده باکیفیت را مشخص میکند. مهارت بالا و تجربه کارگاهی فاکتورهای تعیین کنندهای هستند.
با این حال، به دلیل وجود برخی فوت و فنها و سکرتهای عملیاتی در خطوط تولید، بسیاری از کارخانجات از آموزش یا افشای روش کار خود خودداری میکنند؛ زیرا معتقدند فرمولهای اختصاصی آنها دستخوش کپی برداری میشود. اما ثقال مارکت با شفافیت کامل، رازهای کیفیت بی پایان محصولات خود را با مخاطبان در میان میگذارد.
سکرت اول: روشنی متریال اولیه و تراکم سلولی
یکی از مهم ترین مراحل کنترل کیفیت، سورتینگ دقیق الوار از نظر رنگ، تراکم و یکنواختی بافت است. برخی تولید کنندگان حرفهای برای دستیابی به کیفیت بالاتر، الوارهای روشنتر و متراکمتر را از سایر چوبها تفکیک میکنند.
تجربه کارگاهی ما نشان داده است که این نوع الوارها معمولاً تعادل مناسبی میان استحکام و انعطاف پذیری ایجاد میکنند و در برابر فشارهای خمشی عملکرد قابل قبولی دارند.
سکرت دوم: مهندسی رطوبت طلایی و کورههای پرس وزنی
تنه درخت بعد از برش، به الوارهایی با ابعاد مشخص تبدیل میشود و برای جلوگیری از تاب برداشتن در زمان کار، معمولاً قبل از مصرف وارد مرحله آماده سازی میشود.
چوب تازه به خاطر رطوبت بالا اگر بدون رسیدگی استفاده شود، در طول زمان دچار تغییر شکل و انحنا میشود؛ مشکلی که در کارگاهها به خوبی شناخته شده است. در فرآیند تولید، تجربه نشان داده است که کنترل شرایط نگهداری و تثبیت فرم چوب قبل از ورود به خط ساخت، نقش مهمی در حفظ کیفیت نهایی دسته دارد.
به همین دلیل در واحدهای تولیدی حرفهای، تلاش میشود چوب در شرایطی آماده شود که در زمان کار دچار تاب خوردگی یا شکست زود هنگام نشود. همچنین اگر چوب بیش از حد خشک یا بیانعطاف شود، در برابر ضربه و فشار عملکرد ضعیفتری از خود نشان میدهد؛ به همین دلیل تعادل در آماده سازی آن اهمیت زیادی دارد.
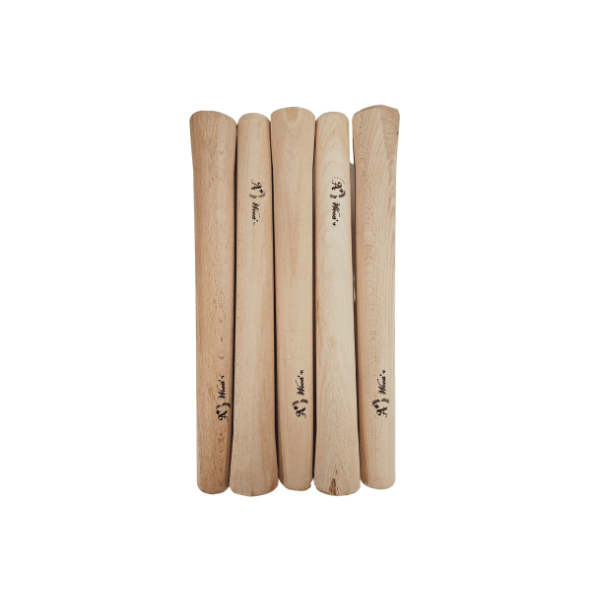
سکرت سوم: بسته بندی همگن تحت فشار تسمه در فرآیند تولید و ساخت دسته بیل
سومین فوت کار در مرحله بسته بندی نهایی رخ میدهد. دستههای بیل تولید شده، بر اساس قطر دقیق (حدود ۳.۸ سانتیمتر) و قد یکسان در دستههای ۲۰ عددی تفکیک میشوند. این دستهها تحت فشار شدید دستگاه تسمه کشی فیکس میشوند.
این همگن بودن و فشار تسمه باعث میشود که فرآیند جذب یا دفع رطوبت ثانویه از محیط در زمان حمل و نقل یا انبارداری طولانی مدت به صورت کاملاً یکنواخت میان هر ۲۰ دسته توزیع شود و هیچکدام از دستهها دچار دفرمه شدن یا پیچیدگی ساختاری نشوند.
محصولات پیشنهادی


حراج!
دستکش جوشکاری ساق بلند مدل هوبارت
قیمت اصلی: ۲۹۸,۰۰۰ تومان بود.۲۷۸,۰۰۰ تومانقیمت فعلی: ۲۷۸,۰۰۰ تومان.